胀管机是制冷工业加工散热器的一种机械,它将U型铜管的两端口扩大、翻边,以便同直型铜管连接。目前,国外已使用可编程控制器对胀管机避行控制,实现了生产过程自动化。目前我国仍然在使用传统的继电控制盘,生产各环节靠手工实现。继电控制盘体积太,故障率高,尤其是改变生产工艺过程的程序时很困难。因此,本文主要研究了使用可编程控制器构成胀管机的自动控制系统,可编程控制器不但保留了逻辑控制器的所有优点,而且它具有了高可靠性、编程方便、易于使用,与其它装置配置连接方便等特点。可编程控制器引入胀管机控制系统中,极大地提高了系统的可靠性,使胀管机不仅克服了原有的不足,而且控制水平也上了一个新台阶。
1、胀管机的生产工艺过程
胀管机是以液态油为媒体,液态缸为执行元件,利用液态传动技术来完成加工过程的液压系统。胀管机加工铜管(掏成散热器的材料)的过程由点动胀管前进、胀管前进、扩口翻边、胀管后退、退模和油泵泄荷工序组成。每道工序均由电磁换向阀的通断控制油路的通断和切换、进而驱动相应的部件(即胀管前进机构、扩口机构、翻边机构、胀管后退机掏和退模机构)来完成的。各道工序的工作顺序及电磁阀的通断状态如跗表所示。

附表 电磁换向阀的通断状态
启动油泵以后,DT3首先吸合胀管前进缸点动前进,将工件送到预定位置,发出到位信号。胀管前进缸快速前进将工件送到预定加工位置井发出到位确认信号。DT3断开胀管前进缸停止,DT5吸合工件扩口,扩口到位后发出到位确认信号。DT5断开扩口结束,DT6吸合工件翻边,翻边到位后发出到位确认信号。DT6断开翻边结束,DT2吸合胀管后退缸前进,同时DT1吸合退模缸前进,前进到位发信号。DT1,DT2断开,DT4吸合油泵泄荷。
2、胀管机控制系统的硬件构成
液压系统的控制方式有很多种,具体采用哪一种方式应依据被控对象的控制要求来决定。从上述的工艺流程可看出,本系统是严格按照预定的顺序工作的。而且系统的输出不仅取决于当前输入的组合,还取决于当前输入和先前输出的组合,因此按顺序式系统设计、由于整个加工过程的工艺比较复杂。加工工序比较多,且各工序之间存在复杂的制约关系,因此控制系统采用三菱MELSEC F1系列可编程控制器的基本单元为核心,以三位开关、按钮、行程开关等为信号输入设备,以电磁换向阀、按触器、信号灯等为信号输出设备、胀管机控制系统的硬件方框图如图l所示。

图1 胀管机控制系统的硬件方框图
三菱MELSEC F1系列PC机的结构紧凑,体积小、安装方便,有各种扩展单元可以选用,最大可扩展到120点 I/O,并允许模拟量及其它特殊量的输入、输出。除了62点定时器/计数器外,还有四路摸拟量定时器可以选用。F1系列PC机与位置控制单元等设备组合可构成高速位置控制系统。另外,F1系列PC机有 I/O link及RS422,RS232界面单元与上位机联系的功能、这种功能可使F1系列PC机与三菱其它系列可编程控制器通迅或是使用其外部设备。
MELSEC F1系列PC机除梯形逻辑控制外,还有步进型指令及87种强有力的易于使用的功能指令。可使用户BCD码执行四则运算. 对于程序执行的控制,它有大型可编程控制器的特点。因此,三菱MELSEC F1系列可编程控制器不仅利用软件可实现本系统复杂的逻辑顺序控制关系,而且为今后系统的扩展创造了条件,是本系统的最佳选择。
在配置可编程控制器的输出点时,应考虑到输出点的电流容量。本系统所采用的MELSEC F1系列PC机的输出点是继电器输出型 ,每四个输出点共用一个COM端,COM端电流容量为4A。电磁阀所消耗的电流为1.5A左右。这样,为减少使用中间继电器,降低故障点数量,节省安装空间,在输出点有备份的情况下,将每四个点共用一个COM端的输出点间隔使用,即可实现。
可编程控制器电源采用交流电源供电,对于与电源叠加的一般噪声,单元内部的噪声减小系统完全可以克服。而对于与大地间的噪声,本系统采用l:l的隔离变压器,可以大幅度地衰减噪声。为防止电压降低,电源连线采用了2.5mm2的双绞线。另外,为了避免可编程控制器受到高压设备的干拢,其安装位置必须远离电源线至少200mm,I/O走线与电源线不能放到同一个走线槽内,必须分开布线。
3、胀管机控制系统的软件编制
从本系统的工艺流程可以看出,加工过程是严格依照工序进行的,不能有丝毫的差错、软件编制时不但要考虑到各工序的顺序动作,而且要考虑到各工序之间的相互制约关系,同时还要考虑用软件控制本液压系统的换速回路。换向回路、制动回路、定位回路和卸载回路,以确保加工过程准确无误。
图2示出了自动方式下连续运转的胀管机控制系统的软件程序框图。
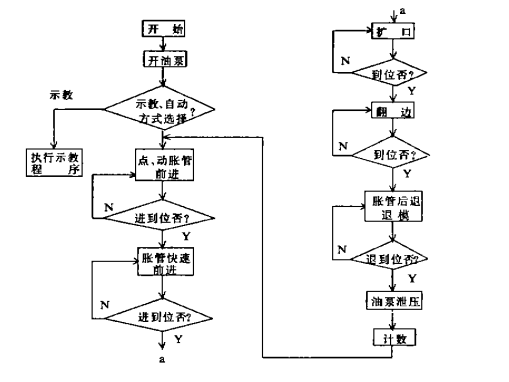
图2 程序框图
由于加工过程比较复杂,程序量大,所以减少程序步数,缩短程序扫描时间,提高程序执行速度已成为程序编制的首要问题,这也是本程序 编制的特点之一。比如示教、自动方式选择的程序中,使用通常的编程方法,需要多达90步程序,而使用程序跳转指令(JMP、JME),8步就够了。另外,在程序中加入F1系列PC机中的特殊辅助继电器,以避免可编程控制器内部非致命错误产生时,错误地执行程序。
胀管机自动控制系统的研制成功,改变了传统的工作方式.大大提高了劳动生产牢和产品质量。经用户长期使用,其性能已完全达到设计要求。